

一、安装方法。深沟球轴承有两种安装方法,一是压配合安装,二是加热配合安装,详细如下。
1、压配合安装。当轴承内圈与轴紧密配合,外圈与轴承座孔松散配合时,可以使用压力机首先将轴承压配合到轴上,然后将轴和轴承一起安装到轴承座孔中。在此过程中,应将软金属材料(如铜或低碳钢)放置在轴承内圈的端面上进行组装,如果轴承的外圈与轴承座孔紧密配合,而内圈与轴配合松动,则可以先将轴承压入轴承座孔。此时,装配套筒的外径应略小于座孔的外径,如果轴承套圈与轴和座孔紧密配合,则内外圈应同时压入轴和座孔中,装配套筒应能同时压缩轴承内圈和外圈的端面。
2、加热配合安装。这是一种通过加热轴承或轴承箱,利用热膨胀将紧密配合转化为松散配合的安装方法,常见且省力,适用于过盈量较大的轴承的安装。热装前,将轴承或可分离轴承套圈放入油箱中,在80-100℃下均匀加热,然后将其从油中取出,并尽快安装在轴上,为防止内圈端面和轴肩冷却后不能紧密配合,轴承冷却后可以再次进行轴向拧紧。当轴承外圈与轻金属轴承座紧密配合时,可以使用加热轴承座的热装方法,以避免划伤配合面,用油箱加热轴承时,应在油箱底部一定距离处设置网格,或者,使用钩子悬挂轴承,使其不能靠在油箱底部,这可以防止异物进入轴承或不均匀加热,需要注意的是,油箱必须有温度计,严格控制温度不超过100度,防止回火效应(会降低套圈硬度)。
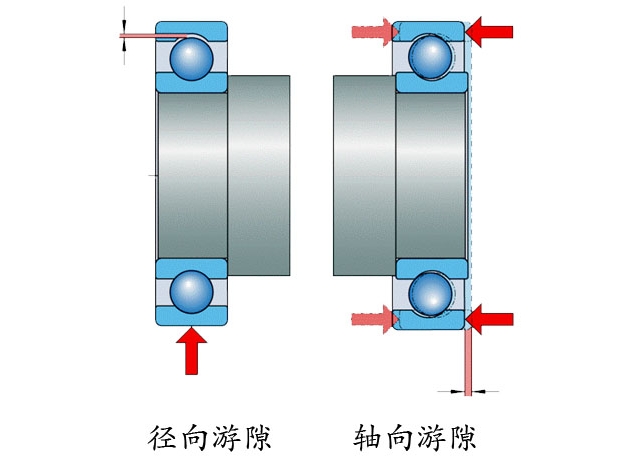
二、游隙。游隙是轴承的重要技术参数,直接影响轴承的载荷分布、振动、噪声、摩擦、使用寿命和机械运动精度,轴承的径向游隙分为原始游隙、安装游隙和工作游隙,通常,轴承的原始径向游隙大于其工作游隙。
严格来说,轴承的额定动载荷随着其游隙的大小而变化,产品样本中列出的额定载荷(C和C0)是工作游隙为零时的载荷值,过大的游隙会导致轴承内的承载面积减小,滚动接触面应力增加,轴承运动精度降低,振动和噪音增加,轴承使用寿命缩短。如果游隙太小,会导致发热和温升,甚至在运行过程中导致“卡滞”,因此,根据轴承的类型和工作条件选择不同等级的轴承游隙非常重要。

三、注意事项。在深沟球轴承的运行中,如果轴承载荷太小,可能会导致滚珠和滚道之间打滑,导致划痕,这种趋势在带有重型滚珠和保持架的大型深沟球轴承中尤为明显。此外,在许多情况下,轴承会发生生锈腐蚀,腐蚀的原因有很多,我们日常生活中最常见的原因如下。
一是由于密封性差,会被水分和污垢侵入,二是轴承长时间不使用,超过防锈期,缺乏维护,三是金属表面粗糙度大,四是与腐蚀性化学介质接触,轴承未彻底清洁,表面有污染物,或者,如果轴承在清洁后被出汗的手触摸,没有及时包装或安装,长时间暴露在空气中,可能会导致水分侵入和空气污染,五是环境温度和湿度,以及暴露于各种环境介质,防锈剂已失效或不符合要求质量标准等。